 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Kesalahan Mudah Terjadi di Lini Produksi dan Solusinya
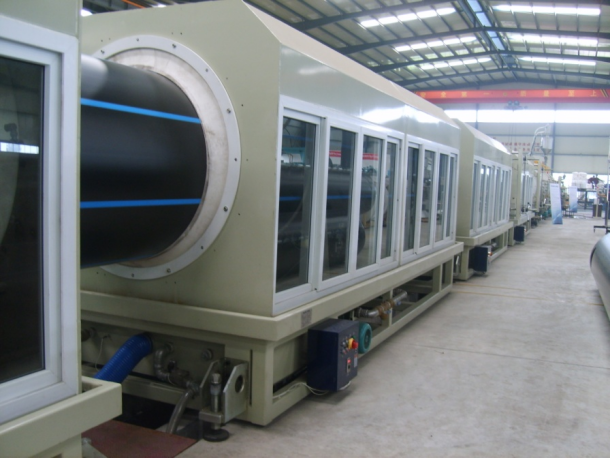
Ningbo Fangli Technology Co, Ltd.adalah aprodusen peralatan mekanikdengan pengalaman hampir 30 tahunperalatan ekstrusi pipa plastik, perlindungan lingkungan baru dan peralatan material baru. Sejak didirikan, Fangli telah dikembangkan berdasarkan permintaan pengguna. Melalui perbaikan berkelanjutan, R&D independen pada teknologi inti dan pencernaan & penyerapan teknologi canggih dan cara lainnya, kami telah mengembangkanGaris ekstrusi pipa PVC, Garis ekstrusi pipa PP-R, Jalur ekstrusi pasokan air / pipa gas PE, yang direkomendasikan oleh Kementerian Konstruksi China untuk menggantikan produk impor. Kami telah mendapatkan gelar "Merek Kelas Satu di Provinsi Zhejiang".
Di sini, kami menyiapkan beberapa kegagalanjalur produksi pipadengan solusi sebagai berikut untuk referensi Anda:
1. Permukaan luar pipa plastik kasar
Sesuaikan suhu proses:
· Kurangi suhu air pendingin, dan suhu air pendingin pipa yang sesuai adalah 20 ~ 25 ℃;
· Periksa saluran air apakah ada penyumbatan atau tekanan air tidak mencukupi;
· Periksa saluran air apakah ada penyumbatan atau tekanan air tidak mencukupi;
· Sesuaikan aliran masuk selongsong ukuran;
· Konsultasikan dengan pemasok bahan baku dan parameter bahan baku batch ini;
· Periksa suhu inti cetakan. Jika lebih tinggi dari suhu bagian cetakan, kurangi suhu inti;
· Bersihkan cetakan;
2. Muncul tanda alur pada permukaan luar pipa plastik
· Sesuaikan tekanan keluar dari selongsong pengukur, dan keluaran air harus seimbang;
· Sesuaikan sudut nosel di tangki pengaturan vakum untuk membuat pipa dingin secara merata;
· Periksa apakah ada serba-serbi, gerinda, dll. pada cetakan, selongsong pengukur, mesin pemotong, dan perangkat lainnya;
3. Tanda alur pada permukaan bagian dalam
· Periksa apakah ban dalam terisi air. Jika diisi dengan air, cubit embrio tabung dari cetakan outlet yang kaku untuk menutup rongga bagian dalamnya;
· Mengurangi suhu internal cetakan;
· Bersihkan dan poles cetakan;
4. Cincin pengocok di dalam pipa
· Sesuaikan saluran keluar air pada selongsong pengukur untuk membuat saluran keluar air seragam;
· Sesuaikan derajat vakum ruang kedua sehingga derajat vakum ruang belakang sedikit lebih tinggi dibandingkan ruang depan;
· Periksa apakah paking penyegel vakum terlalu kencang;
· Periksa apakah traktor bergetar;
· Periksa apakah debit mesin utama seragam;
5. Tidak ada ruang hampa
· Periksa apakah saluran masuk air pompa vakum tersumbat. Jika tersumbat, keruk dengan jarum;
· Periksa apakah pompa vakum bekerja normal;
· Periksa apakah ada kebocoran udara di pipa vakum;
· Periksa apakah lubang kecil di tengah sekrup kompresi cetakan inti tersumbat. Jika tersumbat, keruk dengan kawat besi halus;
6. Di luar toleransi ukuran lingkaran luar pipa
· Ukuran lingkaran luar dapat diubah dengan menyesuaikan tingkat vakum;
· Menyesuaikan kecepatan traksi dapat mengubah ukuran lingkaran luar;
· Perbaiki ukuran lubang bagian dalam selongsong pengukur;
7.Kebulatan pipa di luar toleransi
· Sesuaikan sudut nosel mesin pengaturan vakum dan tangki semprot untuk membuat pipa dingin secara merata;
· Periksa mesin pengatur vakum, ketinggian permukaan air di tangki penyemprot dan tekanan pengukur tekanan air untuk membuat volume semprotan besar dan kuat;
· Periksa suhu air mesin pengaturan vakum dan tangki semprot. Jika > 35 ℃, perlu mengkonfigurasi sistem air dingin atau menambahkan tangki pendingin semprot;
· Periksa saluran air dan bersihkan filternya;
· Sesuaikan prosesnya;
· Periksa dan perbaiki kebulatan lubang bagian dalam selongsong pengukur;
· Sesuaikan perangkat penjepit pemandu pipa untuk memperbaiki ovalitas pipa;
8.Ketebalan dinding pipa tidak rata
· Sesuaikan ketebalan dinding pada cetakan;
· Sesuaikan sudut nosel mesin pengaturan vakum dan kotak semprotan untuk membuat pipa dingin secara merata;
· Sesuaikan saluran keluar air pada selongsong pengukur untuk membuat saluran keluar air seragam;
· Bongkar cetakan, periksa apakah sekrup di dalam cetakan kendor dan kencangkan kembali;
9. Suhu plastisisasi terlalu tinggi
· Sesuaikan prosesnya;
· Sesuaikan suhu pemanasan inti cetakan dan ventilasi serta dinginkan bagian dalam cetakan
10. Panjang pemotongan tidak akurat
· Periksa apakah roda panjang dikompresi;
· Periksa apakah roda panjang berayun, dan kencangkan baut pengencang rangka roda panjang; Periksa apakah saklar perjalanan mesin pemotong rusak;
· Periksa apakah encoder putar rusak;
· Apakah kabel encoder putar disolder (apakah dasar steker penerbangan berada dalam kontak yang baik);
· Setiap cangkang mesin tunggal (terminal PE) harus dibumikan secara andal dengan menghubungkan kabel pembumian ke satu titik pembumian utama, dan titik pembumian harus memiliki tumpukan pembumian yang memenuhi persyaratan pembumian listrik. Tidak diperbolehkan menyambungkan cangkang mesin tunggal (terminal PE) secara seri, jika tidak maka pulsa interferensi akan timbul, sehingga panjang pemotongan tidak akurat;
11. Strip identifikasi ko-ekstrusi
1) Difusi strip identifikasi koekstrusi: umumnya disebabkan oleh pemilihan bahan koekstrusi yang digunakan oleh pengguna yang tidak tepat. PE dan bahan khusus lainnya harus digunakan, dan suhu bagian ekstrusi dapat dikurangi jika perlu;
2) Strip identifikasi ekstrusi co tidak dapat diperas: jika tidak ada strip identifikasi ekstrusi co 2 jam setelah startup, hal ini umumnya disebabkan oleh sekrup mundur dari co extruder; Lepaskan sekrup dan kencangkan kembali sekrup;
3) Strip identifikasi koekstrusi terlalu tipis atau terlalu lebar: hal ini umumnya disebabkan oleh ketidaksesuaian antara volume ekstrusi mesin koekstrusi dan kecepatan traksi pipa. Sesuaikan konverter frekuensi mesin koekstrusi atau ubah kecepatan traksi agar kedua kecepatan cocok; Alasan kedua adalah jaket air pendingin di bagian blanking mesin koekstrusi tidak terhubung dengan air pendingin;
4) Strip identifikasi mesin koekstrusi kadang-kadang tidak ada: umumnya, karena koekstrusi dan pengosongan yang tidak merata di port blanking mesin koekstrusi, pasokan air jaket air pendingin di port blanking harus diperiksa dan ukuran partikel koekstrusi yang sesuai harus dipilih (ukuran partikel umumnya diperlukan < Φ3 × 3mm).
Jika Anda memerlukan informasi lebih lanjut,Ningbo Fangli Technology Co, Ltd.menyambut Anda untuk menghubungi untuk pertanyaan terperinci, kami akan memberi Anda panduan teknis profesional atau saran pengadaan peralatan.
mengirimkan permintaan


X
Kami menggunakan cookie untuk menawarkan Anda pengalaman penelusuran yang lebih baik, menganalisis lalu lintas situs, dan mempersonalisasi konten. Dengan menggunakan situs ini, Anda menyetujui penggunaan cookie kami.
Kebijakan Privasi