 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Pengantar Proses Ekstrusi Pipa, Peralatan, Cacat Kualitas, dll.
Ningbo Fangli Technology Co, Ltd.adalah aprodusen peralatan mekanikdengan pengalaman lebih dari 30 tahunperalatan ekstrusi pipa plastik,perlindungan lingkungan baru dan peralatan material baru.Sejak didirikan, Fangli telah dikembangkan berdasarkan permintaan pengguna. Melalui perbaikan berkelanjutan, R&D independen pada teknologi inti dan pencernaan & penyerapan teknologi canggih dan cara lainnya, kami telah mengembangkanGaris ekstrusi pipa PVC,Garis ekstrusi pipa PP-R, Jalur ekstrusi pasokan air / pipa gas PE, yang direkomendasikan oleh Kementerian Konstruksi China untuk menggantikan produk impor. Kami telah mendapatkan gelar "Merek Kelas Satu di Provinsi Zhejiang".
I. Aliran Proses
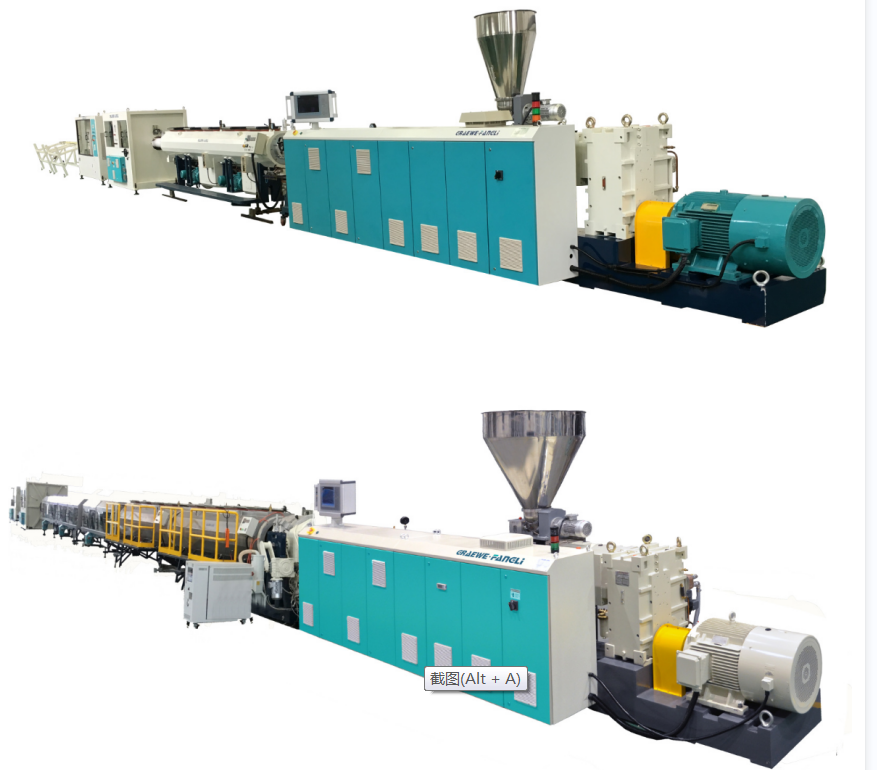
Saat ini pipa PVC dan PO merupakan produk dengan volume tertinggi baik di dalam negeri maupun internasional.Gambar 1menunjukkan diagram alir proses produksi pipa poliolefin (PO). Plastik dimasukkan ke dalam cetakan celah annular (2) dengan sekrup sebagai lelehan plastis yang seragam, mengekstrusi parison pipa. Ini segera memasuki unit kalibrasi (3) untuk pendinginan dan pengukuran, kemudian mengalami pendinginan lebih lanjut dalam tangki pendingin (4). Pipa ditarik keluar dengan kecepatan konstan dengan pengaturunit pengangkutan(6), dan terakhir dipotong sesuai panjang tertentu dengan pemotong (7). Pipa berdinding tipis dengan diameter di bawah 160mm dapat digulung menjadi gulungan dengan penggulung (9).

Gambar 1 Diagram Skema Alur Proses Produksi Pipa PO
1---ekstruder; 2---Pipa Mati; 3---Selongsong Kalibrasi;
4---Pendinginan Kalibrasi Vakum; 5---Tangki Pendingin;
6---Unit Pengangkutan; 7---Pemotong;
8 --- Pencetak; 9---penggulung
II. Proses dan Peralatan
Untuk produksi pipa PO, aekstruder sekrup tunggal efisiensi tinggiharus dipilih. Zona umpan menggunakan laras beralur aksial. Rasio panjang sekrup terhadap diameter (L/D) adalah 30–33:1. Struktur sekrup adalah desain dua tahap dengan kedalaman dan pitch yang bervariasi: pitch pada bagian umpan lebih kecil dari diameter sekrup, sedangkan pitch pada bagian peleburan dan homogenisasi lebih besar dari diameter sekrup. Untuk meningkatkan efisiensi pencampuran, beberapa sekrup dilengkapi dengan elemen kepala pencampur tambahan. Jenis ekstruder sekrup tunggal ini menawarkan output yang relatif tinggi dan plastisisasi yang baik. Misalnya, ekstruder sekrup tunggal dengan diameter sekrup 90mm dapat mencapai output melebihi 600 kg/jam. Selain itu, produksi pipa PO yang diisi dengan kalsium karbonat, barium sulfat, tepung kayu, atau serat kaca biasanya menggunakan ekstruder sekrup kembar yang berputar bersama.
Produksi pipa PVC pada dasarnya mirip dengan produksi pipa PO. Yang umum digunakan berbentuk kerucut atau berputar berlawananekstruder sekrup kembar paralel, memungkinkan ekstrusi langsung bubuk campuran kering. Outputnya berkisar dari 10 kg/jam untuk pipa berdiameter kecil hingga 1100 kg/jam untuk pipa berdiameter besar. Rasio sekrup L/D telah meningkat dari sebelumnya 18:1 menjadi 25:1. Misalnya, aekstruder sekrup kembardengan diameter sekrup 90mm dapat mencapai output melebihi 300 kg/jam.
Seperti dapat dilihat dari Gambar 1, peralatan hilir ekstrusi pipa terutama terdiri dari tangki air pendingin,unit pengangkutan, pemotong, kumparan, atau tabel pembuangan.
Ketika pipa keluar dari unit kalibrasi dan pendingin, pipa tersebut tidak sepenuhnya didinginkan hingga mencapai suhu kamar. Jika tidak didinginkan lebih lanjut, gradien suhu yang ada pada arah radial dinding pipa dapat menyebabkan lapisan luar yang sudah mengeras menjadi lunak kembali akibat kenaikan suhu, sehingga menyebabkan deformasi. Di sisi lain, pipa juga harus tahan terhadap tekanan dari peralatan pengangkut, pemotongan, dan penggulungan. Oleh karena itu, sisa panas harus dihilangkan dengan mendinginkan pipa hingga suhu kamar. Metode pendinginan meliputi penangas air dan pendinginan semprot. Dalam tangki pendingin penangas air, ketinggian air harus merendam pipa sepenuhnya. Tangki ini dipartisi menjadi beberapa bagian. Saluran masuk air pendingin diatur pada bagian terakhir sehingga menyebabkan arah aliran air berlawanan dengan arah ekstrusi pipa sehingga menimbulkan gradien suhu pendinginan. Hal ini menghasilkan pendinginan pipa yang lebih bertahap dan tekanan internal yang lebih rendah. Jarak antara tangki air pendingin dan unit kalibrasi/pendingin tidak boleh melebihi sepersepuluh dari total panjang pendinginan; jika tidak, perbedaan suhu antara dinding luar pipa dan air pendingin dapat meningkat secara berlebihan. Meskipun metode penangas air sederhana, perbedaan suhu antara lapisan air atas dan bawah dalam tangki dapat menyebabkan pendinginan dan pembengkokan pipa yang tidak merata. Selain itu, gaya apung yang bekerja pada pipa dapat dengan mudah menyebabkan deformasi, sehingga metode ini tidak cocok untuk mendinginkan pipa berdiameter besar.
Fungsi dariunit pengangkut pipaadalah untuk memberikan kecepatan dan gaya pengangkutan tertentu pada pipa yang sudah diukur dan didinginkan, mengatasi gaya gesekan yang dihasilkan oleh alat pengukur pada pipa, sehingga menarik pipa keluar dengan kecepatan konstan ke penggulung atau meja pembuangan. Unit pengangkut adalah salah satu bagian penting dari peralatan hilir untuk produksi pipa dan harus memenuhi persyaratan berikut.
(1)Itupengangkutankecepatan harus mampu melakukan penyesuaian bertahap dan mulus, memastikan pengangkutan kecepatan konstan. Kecepatan pengangkutan yang tidak stabil akan menyebabkan diameter pipa berfluktuasi. Kecepatan pengangkutan harus dikoordinasikan erat dengan kecepatan ekstrusi. Ketebalan dinding pipa disesuaikan dengan mengatur kecepatan pengangkutan: kecepatan pengangkutan yang lebih lambat menghasilkan dinding yang lebih tebal, kecepatan yang lebih cepat menghasilkan dinding yang lebih tipis. Memilih kecepatan pengangkutan yang tepat merupakan metode yang efektif untuk memastikan kesesuaian dimensi produk. Desain modern dapat mencapai kecepatan pengangkutan maksimum hingga 30 m/menit.
(2)Sebuah konstantapengangkutangaya harus dijaga, tanpa ada fenomena tarik-menarik, jika tidak maka dapat menyebabkan cacat permukaan bergelombang pada pipa. Kekuatan pengangkutan yang cukup juga diperlukan. Gaya pengangkutan yang diperlukan meningkat seiring dengan bertambahnya luas kontak dan ukuran tekanan radial. Untuk pipa berdiameter kecil dan menengah, gaya tarik umumnya 100–600 N; untuk pipa berdiameter besar umumnya 800–10.000 N.
(3) Kekuatan penjepitanunit pengangkutangripper harus dapat disesuaikan dan mampu mencengkeram pipa dengan berbagai diameter tanpa menyebabkan kerusakan atau deformasi permukaan. Saat ini gripper tipe ulat banyak digunakan. Ini terdiri dari 2 hingga 12 jalur yang disusun secara merata di sekeliling pipa. Jalurnya dipasangi sejumlah blok penjepit karet/plastik, sebagian besar berbentuk cekung atau bersudut untuk menambah luas area yang memberikan tekanan radial pada pipa. Penyesuaian gaya penjepit dicapai melalui mekanisme pneumatik, hidrolik, atau mur sekrup timah. Jumlah track bertambah seiring dengan diameter pipa.
Setelah pipa ditarik sampai panjang tertentu, maka harus dipotong memanjang. Pemotong tersedia dalam berbagai jenis, dipilih berdasarkan diameter pipa dan ketebalan dinding, jenis bahan, panjang potongan, kualitas potongan, bentuk pemotongan, dll. Pemotong otomatis tipe guillotine dan gergaji radial melingkar cocok untuk memotong pipa berdiameter kecil dan menengah; pemotong otomatis planetary cocok untuk pipa berdiameter besar. Setelah menerima perintah pemotongan, pemotong mencengkeram pipa dengan penjepit dan bergerak ke arah pengangkutan pipa sambil menyelesaikan tindakan pemotongan. Setelah pemotongan, mekanisme pneumatik mendorongnya kembali ke posisi reset.
Meja Coiler dan Dump. Hanya pipa yang tidak berubah bentuk selama pembengkokan yang digulung menjadi gulungan menggunakan penggulung, dengan pemotongan dan pembongkaran otomatis. Kecepatan linier belitan disinkronkan dengan kecepatan ekstrusi dan dapat disesuaikan secara bertahap. Ketika kecepatan ekstrusi kurang dari 2 m/menit, penggulung satu stasiun umumnya digunakan; ketika kecepatan ekstrusi melebihi 2 m/menit, penggulung dua stasiun atau bahkan multi-stasiun harus digunakan.
AKU AKU AKU. Faktor Kunci untuk Mengendalikan Cacat Pipa
Mengikuti urutan alur proses pada Gambar 1, faktor-faktor utama yang terkait untuk menghilangkan cacat kualitas tercantum di bawah ini.
(1)Bagian Pemberian Makan:Formulasi bahan baku; bentuk dan ukuran bahan baku; metode pewarnaan; metode pengeringan; pencampuran bahan yang digiling ulang/daur ulang; jenis dan takaran bahan tambahan; kapasitas pendinginan tenggorokan hopper.
(2)ekstruder: diameter sekrup; rasio sekrup L/D; rasio kompresi sekrup; jenis struktur sekrup; kecepatan sekrup; kinerja ventilasi; kontrol suhu sekrup; kontrol pemanasan dan pendinginan barel; profil suhu di sepanjang zona ekstruder; torsi ekstruder; konsumsi daya; adaptor; pemilihan suhu dan kontrol untuk pengubah layar; jenis dan spesifikasi paket layar.
(3)Mati:celah mati; panjang lahan; jenis struktur mati; bentuk saluran aliran; distribusi lelehan; pengaturan dan kontrol suhu; tekanan kepala mati; kontrol ketebalan dinding.
(4) Kalibrasi & Pendinginan:Metode kalibrasi; dimensi kalibrator; tingkat vakum kotak vakum atau tekanan dan panjang udara tabung kalibrasi tekanan internal; penyegelan sistem kalibrasi; waktu kalibrasi; laju aliran air pendingin; suhu air pendingin; metode pendinginan.
(5)Tangki Air Pendingin:Metode pendinginan; tata letak pipa air; laju aliran air pendingin; panjang tangki pendingin; suhu air pendingin; efektivitas pendinginan pipa.
(6)Unit Pengangkutan: Kecepatan dan kontrol pengangkutan; kalibrasi gaya angkut; kekuatan dan kontrol penjepitan; jumlah lintasan dan panjang efektif; kekerasan permukaan dan bentuk balok penjepit; permukaan kontak pengangkutan.
(7) Pemotong: Jenis pemotong; profil dan bahan gigi mata gergaji; mekanisme reset; pengumpulan chip dan penghilangan debu; pengendalian kebisingan; batasi pengaturan sistem; mekanisme penjepitan; sistem penggerak dan daya; sistem tindakan pemotongan otomatis.
(8)Meja Coiler & Pembuangan: Kontrol ketegangan; sistem komando jangka panjang; pemilihan stasiun penggulung; diameter belitan; indikasi tindakan pembuangan; kecepatan linier berliku.
(9) Lampiran:Ketentuan untuk Produksi Otomatis:Pengukuran ketebalan dinding; kontrol diameter luar; pengukuran berat badan dan statistik produksi; status pengoperasian pompa lelehan roda gigi; sistem pemusatan mati.
Jika Anda memerlukan informasi lebih lanjut,Ningbo Fangli Technology Co, Ltd.menyambut Anda untuk menghubungi untuk pertanyaan terperinci, kami akan memberi Anda panduan teknis profesional atau saran pengadaan peralatan.
mengirimkan permintaan


X
Kami menggunakan cookie untuk menawarkan Anda pengalaman penelusuran yang lebih baik, menganalisis lalu lintas situs, dan mempersonalisasi konten. Dengan menggunakan situs ini, Anda menyetujui penggunaan cookie kami.
Kebijakan Privasi